饮水管道无毒无味IPN8710防腐钢管施工流程
IPN8710无毒无味防腐钢管是保障饮用水输送安全的关键材料,其施工过程对确保管道长期稳定、水质纯净至关重要。本文将详细介绍其标准施工流程,为相关工程提供参考。
一、 施工前准备
- 材料验收与检验:
- 检查钢管材质、规格、壁厚等是否符合设计要求。
- 查验IPN8710防腐涂料的出厂合格证、检测报告,确保其为饮用水专用、无毒无害认证产品。
- 检查涂料是否在有效期内,包装完好无泄漏。
- 表面预处理:
- 这是决定防腐层附着力的核心步骤。钢管外表面应进行喷砂或抛丸除锈处理,达到Sa2.5级标准(近白级),即表面无可见油脂、污垢、氧化皮、铁锈等附着物,呈现均匀的金属本色。
- 钢管内表面需进行喷砂或机械打磨,达到St3级标准,彻底清除锈迹与杂质。
- 处理后表面应干燥、清洁,无灰尘、油污,并在4小时内尽快涂装,以防二次生锈。
二、 涂料配制与涂装
- 涂料配制:
- 严格按照产品说明书规定的比例,将IPN8710双组份涂料(通常为底漆和面漆)的A、B组分混合。
- 使用电动搅拌器充分搅拌至均匀,并静置熟化规定时间(通常15-30分钟)。
- 混合后的涂料应在规定使用期内用完,避免胶凝固化。
- 涂装施工:
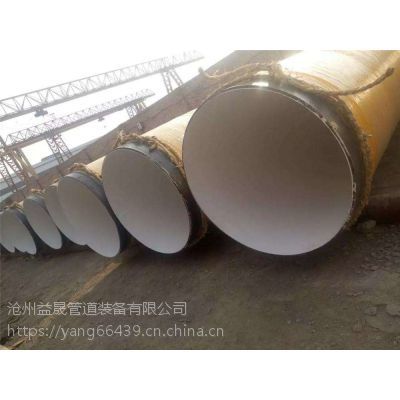
- 内壁涂装:通常采用高压无气喷涂工艺,确保涂层均匀、连续、无漏涂。喷涂应遵循先难后易、由里向外的原则,保证管道内壁,尤其是焊缝处完全覆盖。涂层厚度需达到设计标准(通常干膜总厚度≥300μm)。
- 外壁涂装:同样采用高压无气喷涂或刷涂、滚涂。对于埋地管道,外壁防腐层至关重要,需确保厚度与连续性。
- 多层涂装:每道涂层需在前一道涂层实干后方可进行。层间应清理灰尘杂质。完整的IPN8710体系通常为“底漆+面漆”或“底漆+中间漆+面漆”结构。
三、 固化与养护
- 固化条件:涂装后的管道应在通风良好、温度湿度适宜(通常5℃-35℃,相对湿度≤85%)的环境下固化。避免淋雨、暴晒、粉尘污染。
- 养护时间:必须确保涂层完全固化(实干)后方可进行搬运、安装。具体时间参照涂料技术参数,通常常温下需养护7天以上以达到最佳性能。
四、 管道安装与连接
- 吊装与运输:使用柔性吊带,避免钢丝绳等硬物损伤防腐层。运输过程中应采取防护措施,防止撞击、摩擦。
- 焊接与补口:
- 管道对接焊接前,需对管端预留的未涂装区域(通常50mm左右)进行清洁。
- 焊接完成后,必须对焊缝区域(热影响区)进行严格的表面处理(打磨至St3级),然后采用与管体相同的IPN8710涂料进行手工刷涂或局部喷涂补口,确保防腐层的连续性与完整性。这是施工中的质量控制重点。
- 下沟与回填:对于埋地管道,下沟时应平稳,防止与沟壁剧烈碰撞。回填土应无尖锐石块、建筑垃圾,宜先用细沙或软土在管道周围回填夯实,避免直接冲击防腐层。
五、 质量检验与验收
- 过程检验:施工过程中,需对除锈等级、涂层湿膜/干膜厚度(使用测厚仪)、涂装外观(均匀、光滑、无流挂、无气泡)进行实时检验。
- 最终检验:
- 电火花检漏:对全部防腐层使用电火花检漏仪进行100%检测,以规定的检测电压(如5kV/mm)扫描,应无漏点(不打火花)。
- 附着力测试:按规范进行划格法或拉开法测试,涂层附着力应达到1级或设计要求。
- 涂层厚度验收:测量干膜总厚度,需满足设计规定的最小值要求。
###
IPN8710无毒饮水防腐钢管的施工是一项系统性的精细工程,每一个环节都直接关系到饮用水输送的长期安全。严格遵循标准流程,加强过程控制与最终检验,是确保管道防腐系统发挥长效保护作用、杜绝水质二次污染的根本保障。
如若转载,请注明出处:http://www.mxgd98.com/product/2.html
更新时间:2026-06-19 22:04:51